
压铸是一个通过可重复使用的模具来制造各种复杂的金属零件。压铸过程涉及到熔炉、金属材料、压铸机和模具。金属材料,通常是一种有色金属,如铝或锌熔化在炉内,然后注射到压铸机的模具中。压铸机主要有两种类型:热室机和冷室机,这些机器之间有一定的差异,热式机主要用于制造锌合金和铝镁合山产品,冷式机主要用于来制造铝合金,也可以制造锌合金,但是模具结构和用于至热式机的不同。在金属液体注入模具后,它迅速冷却并凝固成一些结构体。
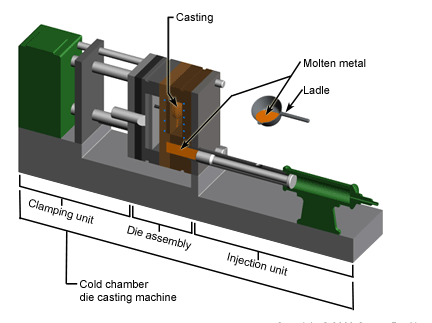
在这个过程中制造出的压铸件有大小和重量的差异,压铸件多数用于批量生产,数量大的产品,这样可降低生产成本。
1.1压铸
压铸通常使用有色金属合金。四种最常见的合金压铸如下所示。
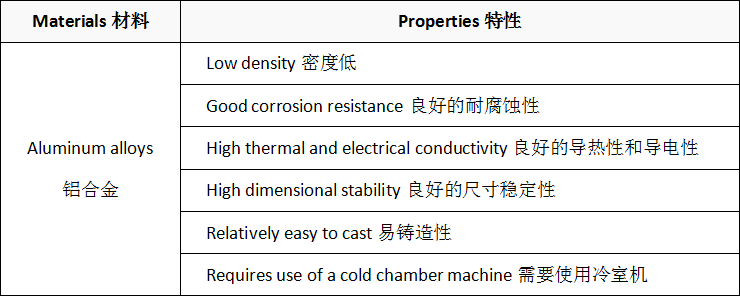
压铸材料的选择是基于几个因素,包括密度、熔点、强度、耐腐蚀性和成本。材料也可能会影响零件的设计。
1.2合金成分
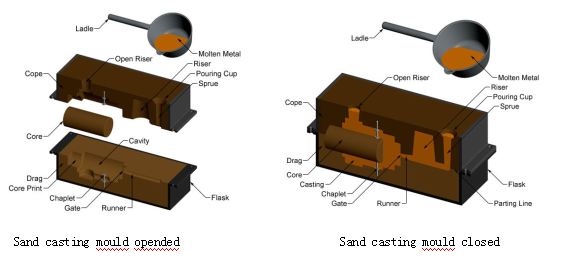
砂型铸造,国内一般简称为翻砂,这是一种比国交古老及最广泛使用的铸造工艺,主要用于制造更复杂的金属零件和大型零件,几乎可以使用任何合金,砂铸件通常具有较低的生产效率。砂铸造工艺涉及一个熔炉、金属、产品结构和砂模的使用。金属材质在熔化后,通过设定的进料口然后倒入砂模腔的冷却,这是产品结构的形成,最后将分型线打磨处理,把料头切除并打磨。
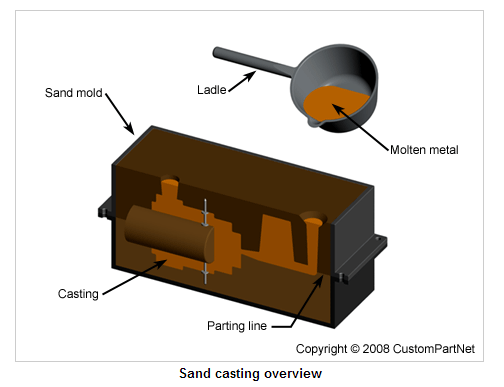
2.1铸造工艺
2.2 铝砂铸件材料
铝砂铸几乎能使用任何牌号的合金。砂铸件的优点是具有高的熔化温度的材料的能力。
|
Materials 材质 |
Melting temperature 温度 |
|
Aluminum alloys铝合金 |
660 °C (1220 °F) |
砂型铸造材料可以使用相同的比压铸铝材料,但我们建议A356.0和A356A,表面一般喷砂或抛丸处理,能覆盖砂型铸造表面的各种瑕疵,如果产品后续有机加工要求,可以先T6处理,这样能更好的稳定尺寸公差。
|
牌号 |
Si |
Fe |
Cu |
(M) |
Mg |
Zn |
Ti |
Others |
Al |
|
A356 |
6.5-7.5 |
≤0.2 |
≤0.2 |
≤0.1 |
0.2-0.4 |
≤0.1 |
≤0.2 |
≤0.2 |
Balance |